Formech 1372

Thermoform machine
Forming area
- Small:
450 x 450mm(The maximum size for the mould is:410 x 410mm) - Large:
1330 x 620mm(The maximum size for the mould is:1290 x 580mm)
Plastic sheet sizes
- Small:
500 x 500 mm - Large:
1370 x 660mm
Pre-drying
Mould tips
Moulds should not contain moisture or dust (!) since it could harm the vacuum pump.
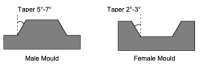
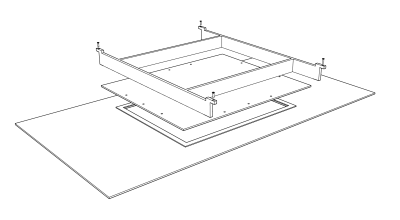
- Can the mould be removed after forming?

Good mould
Bad mould: even though it looks like it should work, the plastic shrinks while cooling, so vertical walls will be gripped so tight it'll be impossible to remove the mould.
Very bad mould: this is an undercut. The mould can never be removed without cutting the plastic sheet
- Include draft angles:
- Can the vacuum reach all pockets?
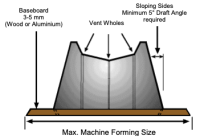
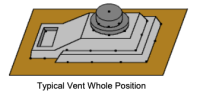
Insert vent holes
- Can it withstand the pressure?
- Can it withstand the heat?






Tested mould materials include:
- Plaster
- ! Apply primer first and then varnish the surface
- Wood
- ! Vacuum or varnish the surface
- PU foam
- ! Varnish the surface!
- + Heat resistant
- + Strong enough
- + Easy to form (manually or CNC)
- + Material is porous so vent holes in small pockets are not needed
- - Limited runs (once or twice)
- - Hard to remove mould from formed sheet without breaking it
- 3D printed parts
- - Limited runs
- Plastic deforms: infill becomes visible if not enough top layers or walls.
- …
Available sheet materials

PETG - Polyethylene terephthalate glycol-modified
Transparent, glossy surface.
| Thickness | Size |
|---|---|
| 1mm | Large - 1370 x 660mm |
| 2mm | Large - 1370 x 660mm |
| 1mm | Small - 500 x 500mm |
| 2mm | Small - 500 x 500mm |
| 3mm | Small - 500 x 500mm |

PMMA samples
PMMA - Poly(methyl methacrylate)
PMMA is also known as Acryl. It has a glossy surface.
| Color | Light | Thickness | Size |
|---|---|---|---|
| White | translucent | 3mm | large - 1370 x 660mm |
| White | translucent | 3mm | small - 500 x 500mm |
| Green | transparent | 3mm | small - 500 x 500mm |
| Light blue | translucent | 3mm | large - 1370 x 660mm |
| Light blue | translucent | 3mm | small - 500 x 500mm |
| Dark blue | transparent | 3mm | large - 1370 x 660mm |
| Dark blue | transparent | 3mm | small - 500 x 500mm |
| Yellow | transparent | 3mm | small - 500 x 500mm |
| Cream | transparent | 3mm | large - 1370 x 660mm |
| Cream | transparent | 3mm | small - 500 x 500mm |

polystyrene samples
PS - Polystyrene
Uncut sheets. These can be used for the large and small forming area.
| Color | Surface finish | Thickness | Size |
|---|---|---|---|
| white | matte / glossy | 1mm | 2000×1200 |
| white | matte / glossy | 1,5mm | 2000×1200 |
| white | matte / matte | 4mm | 2000×1000 |
| black | matte / matte | 1mm | 2000×1200 |
| black | matte / glossy | 1,5mm | 2000×1200 |
| red | matte / matte | 1mm | 2000×1200 |
| red | matte / glossy | 1,5mm | 2000×1200 |
| green | matte / matte | 1,5mm | 2000×1200 |
Materials allowed in Formlab
HIPS - high impact polystyrene
- Typical uses: display, packaging & light weight internal applications
- Strength: Moderate
- Brand names: no specific brands listed.
- Formability: Easy
- Hygroscopic (needs drying): No
- Forming temp range:
150–175°C - Conclusion: an entry level plastic, easy to form & not expensive
PETG - Polyethylene terephthalate glycol-modified
- Typical uses: Clear covers & reverse printed signage
- Strength: impact resistant. Stronger than HIPS
- Brand names: Vivak, Spectar
- Formability: Easy
- Hygroscopic (needs drying): No
- Forming temp range:
120–160°C - Conclusion: Easy to form and stronger than HIPS, ±50% more expensive
- Lasercutting: Speed 40, Power 40, trace 2 times
HDPE - High density polyethylene
- Typical uses: Outdoor play equipment, pond liners
- Strength: very impact resistant
- Brand names: no specific brands listed.
- Formability: webs easily due to stretching and will seek out any gaps in tooling & lose vacuum
- Hygroscopic (needs drying): No
- Forming temp range:
150–180°C - Conclusion:Very good impact resistance, tricky to get good results – similar price to PP
PP - polypropylene
- Typical uses: Outdoor furniture and packaging applications
- Strength: Rugged and chemical resistant
- Brand names: no specific brands listed.
- Formability: webs easily due to stretching and will seek out any gaps in tooling & lose vacuum
- Hygroscopic (needs drying): No
- Forming temp range:
150–180°C - Conclusion: Very good impact resistance, tricky to get good results – similar price to HDPE
Materials NOT allowed in Formlab
ABS - Acrylonitrile butadiene styrene
- hygroscopic
PC - polycarbonate
- hygroscopic
- cools down really fast
- Forming temp range:
175–225°C - Formech: Polycarbonate is a challenging material to form at the best of times but it can be formed on all of our machines providing the correct procedures are followed. 4mm PC should really be formed using a double heater machine. If you can use clear PETG life is a lot easier. It’s not quite as impact resistant as PC but it does not need to be pre-dried which is a real benefit.
If you don’t have the facilities to pre-dry the material, then you are at a disadvantage because the material is unlikely to reach the correct forming temperature. PC should be formed at between 175C – 225C. You will also need to pre-dry the material (with the protective film covering removed) in an oven for a few hours before forming to reach these temperatures, otherwise you will get blistering on the sheet because of the water content. Please note that 4mm PC would probably require drying for at least 12 hours to get rid of all the moisture. Each sheet within the oven would also need to be spaced apart with 25mm between each sheet to get the correct air circulation. You also cannot tell what the water content of each sheet is until your form the sheet and see the blistering. Some sheets may need less time in the oven, but most people assume the worst and pre-dry the material for 12 – 24 hours.
PVC - polyvinyl chloride
- when burnt, gives off hydrochloric acid
PMMA - Poly(methyl methacrylate)
- brand name: Acryl
- hygroscopic
- brittle
PET - Polyethylene terephthalate
- Narrow heating band
- will crystallise if over heated
General tips
- Formech: We would normally recommend that you set all the heater zones to
70%for most materials. Our heating time charts will be based on this percentage approximately. - Formech: A hand held infrared thermometer is essential to know the temperature of the sheet, and they are fairly inexpensive.
- Formech: There is no harm in heating material slowly, providing that it eventually gets up to the correct forming temperature. In fact it’s preferable because heat can creep into the full thickness of the sheet. The main reason that people heat plastic rapidly is for output reasons. They want to make more parts in as little time as possible.
- Bubble moulding: The table should be lowered. If it's in the up-position, the air can't pass the seals.
Drying sheets with the oven
Use one of the ceramics oven in the metal atelier.
The control cabinet is behind the oven.

Get the key from Peter to be able to power on the oven.
To turn on the oven, insert the key and turn it to the right. Then turn the red knob to the right.
Control panel

- There are 9 programs
- Each program can have multiple segments
- Example: segment 1: warm up to 70° in 30 min, segment 2: keep that temperature for 4 hours
- Each segment has 2 values: a temperature, and a time
- Press 'program' until it goes to program 5
- Nothing is on here yet. (This might change in the future)
- Press the –> arrow until there's an empty preset
- In the future there might be a paper with an explanation of what programs do what. I could have a fixed entry on the list
- Segment 1' is blinking. Use the up-down arrows to set a target temperature
- Press the –> arrow to go to the time value
- Set the time with the up-down arrows
- When ready, press the stop / start button to start the oven
Suggested program
- Segment 1: temp: 70° time: 30 min
- Segment 2: temp: 70° time: 4 hours
- Segment 3: temp: 0° time: 30 min
Clamping tips for high gauge sheets
- Apply 80 grit strips of sand paper to the underside of the clamp frame to provide more grip on the sheet. The strips can be held in place with a good quality double sided tape, contact adhesive or preferably a silicone adhesive to take the heat.
- Apply strips of 50mm wide self-adhesive aluminium foil tape all around the edges of the sheet and tape the sheet down to the aperture plate or bottom plate of the reducing window to try and stop the sheet from pulling out.
- If you are using a reducing window, then check with a feeler gauge where there is insufficient clamping and add to the top of the reducing window bottom plate angle iron to stiffen it up.
- Cut the sheet larger than required, drill holes in the perimeter of the sheet outside of the clamping frame. Then use these holes to secure the sheet with bolts, wires etc. to stop the sheet from pulling out at the tool rises.
- Check you have even pressure on the clamping on each side.



Machine presets
PS
- 1mm (Experimental v2)
- Power: 70%
- Heating: 45 seconds
- 2.5mm (Experimental v2)
- Power: 70%
- Heating: 85 seconds
PETG
- 2mm (OK)
- Power: 70%
- Heating: 70 seconds
PMMA
- 3mm
- pre-dry: 4 hours at 70°C (between 70-80°C): no blisters
- If using the window: add shims: 3 on each side.
- heater 70% (and 75% at the edges)
- 125 sec heating
- (without peeking in between)
- This results in ±168°C: nice and flexible.
- Sheet forming temperature: 150 - 175°C. At 150°C, the sheet is not very flexible yet
- 60 sec cooling
Medium Gauge Film
- 0,15mm
- profile: 1mm PET (heater 85%)
- heating: 8 seconds
- vacuum: manual operation: start-stop technique to avoid holes if there are large cavities
- Polypropylene sheet: 1mm
- No profile saved
- Heaters at 50%
- Heating: ±70 sec. Ready when sheet starts pulling flat. Might be ready much earlier too, but these values are the ones we used for testing. The plastic is very stretchy and blew holes in tiny cavities. So maybe better less heat.
—-
Troubleshooting
Preset loading gives wrong values
Reason of problem: touch screen input is too fast for the slow computer (PLC)
Fix:
- Use firm, deliberate presses with your finger (not a stylus or fingernail).
- Don’t try to be too fast.
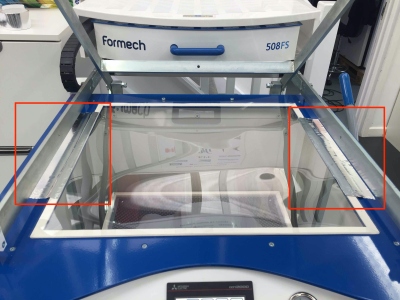
Sheet pulls itself out of the clamping frame
Formech: The material is presumably not reaching the correct forming temperature, so the sheet is far stiffer than it should be, making it hard to pre-stretch the material and also as the tool comes up on the table the inflexibility of the material requires much more clamping force on the clamp frame. This is why the sheet is pulling out. If you are using the full forming aperture then you will have better clamping, providing your machine has the 8mm round silicone bead seal as shown below.

If you are using a reducing window, then you will have to make sure that you have good clamping on each side of the aperture. The reducing window seals are flat silicone sponge and do not have the same gripping effect as the round silicone bead seal.

Formech: You could also try turning over the sheet several times during heating to try and replicate a double heater machine, so that the heat penetrates the sheet from both sides. Formlab: this method doesn't work easily on big sheets since it sags and becomes flexible. It's not easy to clamp again in the frame. Polycarbonate loses moest heat in the process.
Blisters appear on the surface
There is moisture in the sheet. At the point the blisters appear, the sheet is not hot enough to form yet. You'll need to dry the sheet or switch to a non hygroscopic material.
Pre-stretch button does nothing
- Turn off air supply
- Turn off Formech
- Wait ±1 minute and turn Formech back on.
- If you can hear the relay click, it works and the air supply can be opened again.
Heater timer doesn't count down
- Enable the heater. (The timer doesn't count down when the machine is cold)